Разборка нижней части двигателя G9U
|
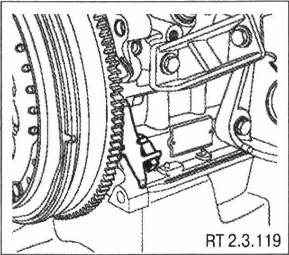
1. Заблокируйте маховик фиксатором. |
 |
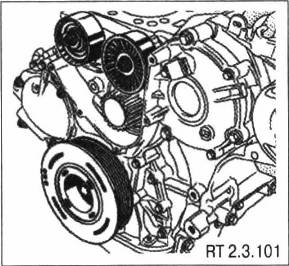
2. Снимите обводные и натяжные ролики ремня привода ГРМ
3. Снимите крышку насоса ОЖ.
4. Снимите шкив коленчатого вала.
|
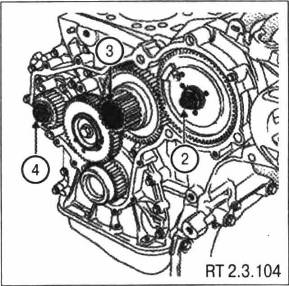
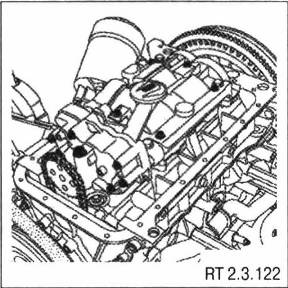
7. Снимите гайку (2) шестерни ТНВД |
 |
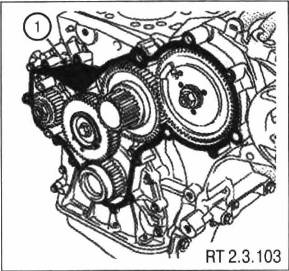
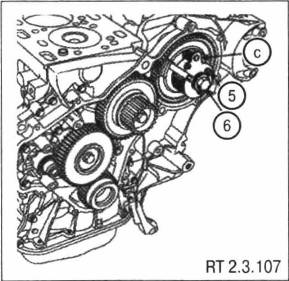
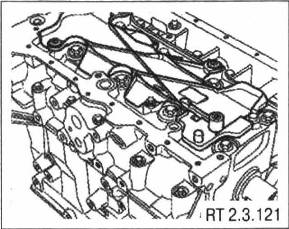
5. Снимите крышку зубчатой передачи привода ТНВД.
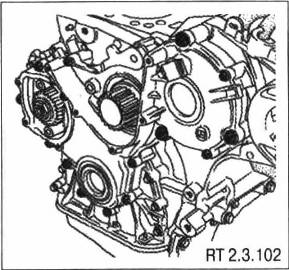
6 Снимите уплотнительную прокладку(1).
8 Снимите заглушку (3) промежуточного вала №2.
9 Снимите гайку (4) шестерни водяного насоса.
10. Снимите шестерню водяного насоса с помощью съемника.
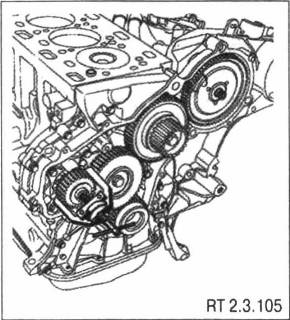
11. Вверните фиксатор в шестерню ТНВД для того, чтобы заблокировать систему автоматической компенсации зазора в зубчатом зацеплении.
12. Установите съемник на шестерню ТНВД, затянув три винта (5). Затем вверните винт (6), чтобы снять шестерню ТНВД
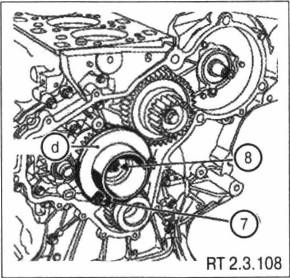
13. Установите на промежуточную шестерню №1 съемник.
14. Прижмите две лапки (7) к шестерне, затем зафиксируйте их.
15. Выверните винт крепления (8), затем снимите шестерню.
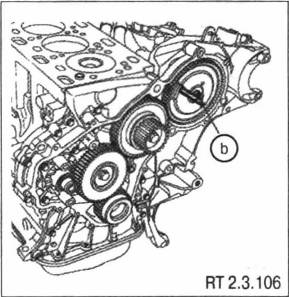
16 Снимите зубчатый шкив коленчатого вала.
17. Снимите ось и шайбу промежуточной шестерни №1
Внимание!
При необходимости замены только промежуточной шестерни №1 или только промежуточной шестерни №2 обязательно замените обе шестерни в следующих случаях. Обе шестерни подлежат обязательной замене на следующих двигателях:
- G9T 710 до номера двигателя С 064517,
- G9T 720 - двигатели всех номеров
- G9T 722 до номера двигателя С 012789,
- G9U 720 до номера двигателя С 012204
18. Снимите промежуточную шестерню №2, отвернув винт крепления (9).
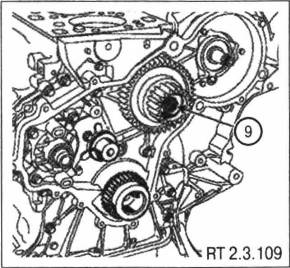
19. Снимите ось промежуточной шестерни №2
20. Снимите насос ОЖ, отвернув два винта (10).
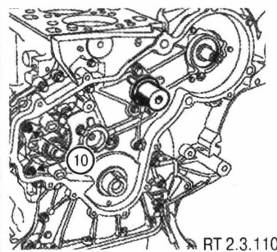
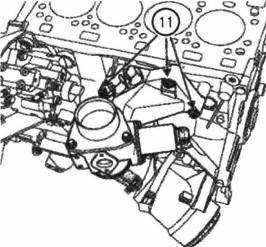
21. Снимите корпус диффузора, отвернув три винта (11).
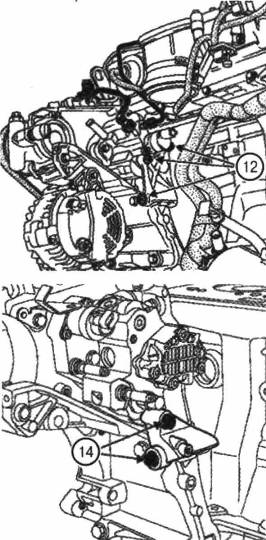
22. Отверните три винта (12) или два винта (14) заднего кронштейна ТНВД.
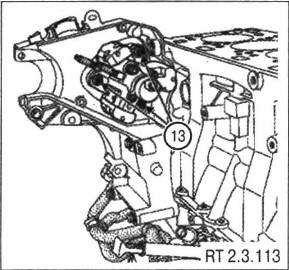
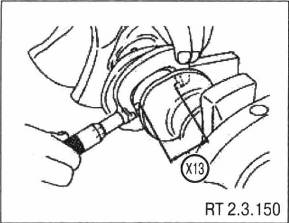
23. Снимите ТНВД, отвернув три винта (13).
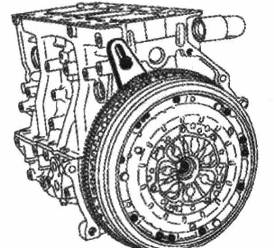
24. Снимите кожух и ведомый диск сцепления.
|
25. Снимите маховик. |
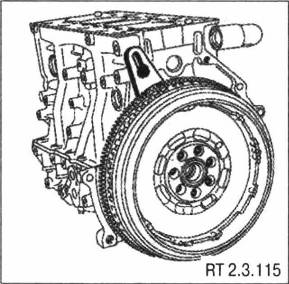 |
26. Снимите маховик.
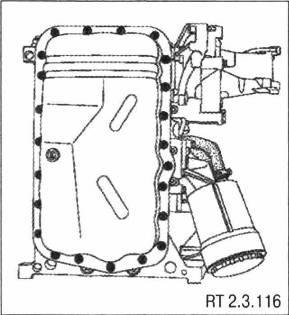
27. Снимите масляный поддон двигателя.
28. Отверните винты крепления внутреннего кожуха привода ГРМ, затем снимите кожух.
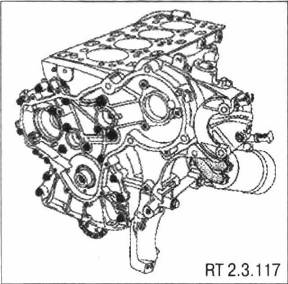
29. Снимите многофункциональный кронштейн.
30. Снимите датчик уровня масла.
31. Снимите кронштейн масляного фильтра.
 |
|
35. Снимите маслоуспокоитель. |

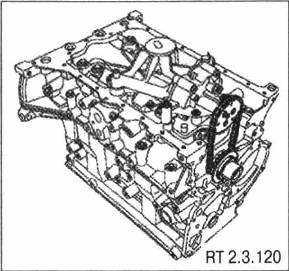
32. Снимите датчик положения коленчатого вала.
33. Снимите масляный насос с приводной цепью.
34. Снимите шестерню привода масляного насоса.
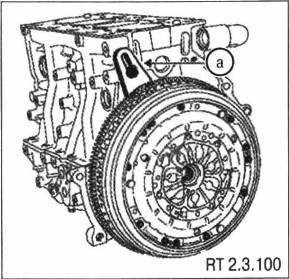
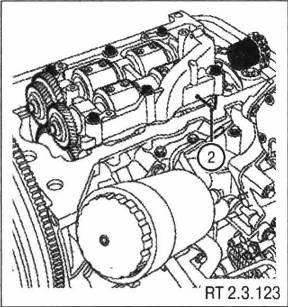
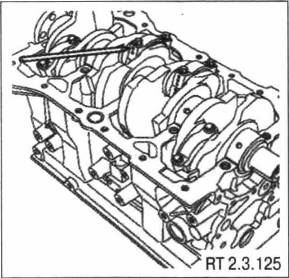
37. Заблокировав коленчатый вал двигателя в ВМТ, заблокируйте балансирный вал корпус шестигранным ключом (2) на 4 мм, установленным в технологическое отверстие в корпусе.
38. Снимите корпус балансирных валов.
Двигатель с балансирными валами
|
36. Снимите масляный насос. |
 |
39. Осторожно переверните двигатель для того, чтобы слить масло, оставшееся в блоке цилиндров.
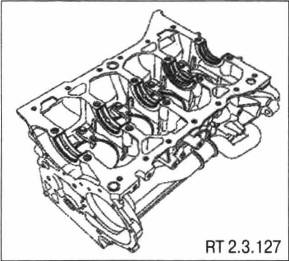
40. Снимите блок крышек коренных подшипников коленчатого вала.
 |
|
Внимание! |
Не используйте керн, чтобы пометить по принадлежности к цилиндру крышки и шатуны, так как это может стать причиной начала разрушения шатуна. Используйте нестираемый карандаш.
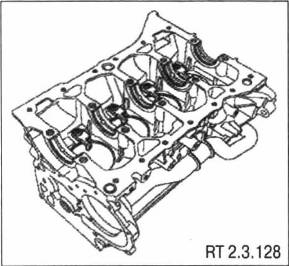
41. Отверните винты крепления крышек шатунов и снимите шатуны в сборе с поршнями.

42. Обязательно пометьте вкладыши коренных подшипников относительно опор коленчатого вала, так как на опоры могут устанавливаться вкладыши разного класса. Снимите вкладыши коренных подшипников коленчатого вала.
43 Снимите коленчатый вал.
44 Снимите форсунки охлаждения днищ поршней. Винты крепления форсунок имеют левую резьбу.
45. Извлеките подшипник первичного вала МКПП из коленчатого вала.
Проверка и технические характеристики деталей нижней части двигателя
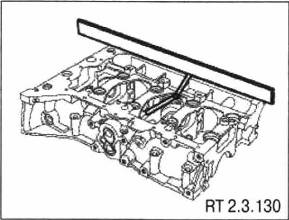
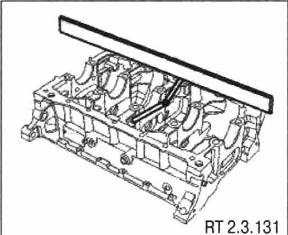
- С помощью линейки и набора щупов проверьте деформацию привалочных поверхностей со стороны головки блока цилиндров и со стороны усилителя блока цилиндров.
- Максимально допустимая неплоскостность привалочной плоскости блока цилиндров со стороны головки блока цилиндров: 0,06 мм.
- Максимально допустимая неплоскостность привалочной плоскости блока цилиндров со стороны блока крышек коренных подшипников: 0,05 мм.
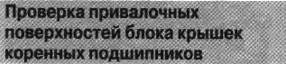
- Визуально проверьте состояние привалочных поверхностей блока крышек коренных подшипников.
Блок крышек коренных подшипников со стороны головки блока цилиндров
- С помощью линейки и набора щупов измерьте деформацию привалочных поверхностей усилителя блока цилиндров со стороны картера двигателя и со стороны блока цилиндров. Неплоскостность должна быть не более 0,05 мм.
- Визуально проверьте состояние привалочных поверхностей блока цилиндров.

Примечание: проверку выполняйте на расстоянии от 10 мм до 120 мм от привалочной поверхности головки блока цилиндров.
- Измерьте внутренний диаметр цилиндров с помощью индикатора. Диаметр (X) цилиндров должен составлять 89,00-89,03 мм


Измерьте диаметр (D) коренных подшипников коленчатого вала с помощью нутромера. Полученное значение должно составлять 61,688 мм.
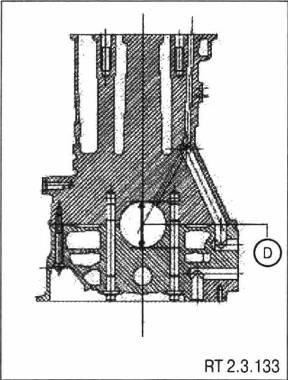
На данном подшипнике установите верхний вкладыш шатунного подшипника и нижний вкладыш одинакового цвета.
|
Цветная метка на коленчатом валу |
Голубая метка |
Красная метка |
|
Толщина вкладышей коренных подшипников коленчатого вала (мм) (Х5), мм |
1,818 + 0,003 |
1,813 ± 0,003 |
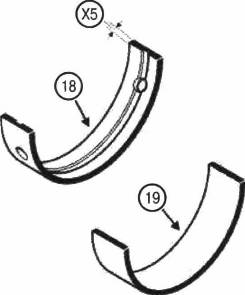
18. Вкладыши коренных подшипников коленчатого вала в блоке цилиндров
19. Вкладыши коренных подшипников
коленчатого вала на блоке крышек
коренных подшипников
- Визуально проверьте состояние вкладышей подшипников коленчатого вала перед проверкой радиального зазора коленчатого вала.

Применяются два типа упорных полуколец: первая модель (15) без ориентирующего элемента, вторая модель (16) - с ориентирующим элементом (17).
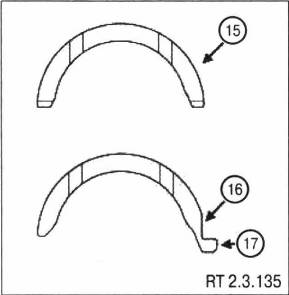
- Визуально проверьте состояние упорных полуколец коленчатого вала.
- Проверьте толщину упорных полуколец коленчатого вала с помощью штангенциркуля.
Толщина должна составлять от 2,30 мм до 2,35 мм.

На этом шатуне установлены вкладыши подшипников без ориентирующего элемента.
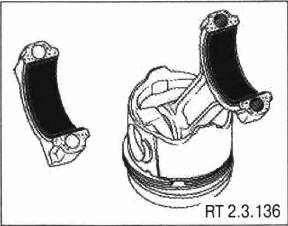
Примечание: верхние и нижние вкладыши шатунных подшипников изготовлены из разных материалов.
В случае повторного использования вкладышей шатунных подшипников обязательно отметьте положение вкладышей подшипников относительно корпуса и крышки шатуна.
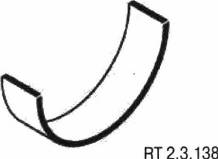
Размеры вкладышей шатунных подшипников
Визуально проверьте состояние вкладышей шатунных подшипников перед проверкой радиального зазора нижних головок шатунов. Убедитесь в отсутствии выкрашивания или чрезмерного износа.
Поставляемые в запасные части верхние и нижние вкладыши шатунных подшипников взаимозаменяемы.

Поршневой палец свободно вращается в верхней головке шатуна и в бобышках поршня.
От осевого перемещения палец фиксируется пружинными стопорными кольцами.
Данные двигатели комплектуются поршнями фирмы KOLBENSCHMIDT.
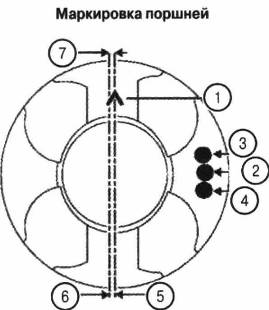
1. Направление установки поршня (в сторону маховика)
2. Класс поршня по высоте отверстия под поршневой палец
3. Внутренняя технологическая маркировка производителя
4. Используется только поставщиком
5. Ось симметрии поршня
6 Ось отверстия под поршневой палец
7. Смещение осей (5) и (6) Смещение составляет 0,5 мм
 |
|
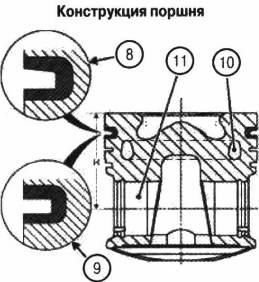
7. Высота поршневого пальца 8. Паз компрессионного кольца |
трапецеидального сечения
9. Паз компрессионного кольца прямоугольного сечения
10. Канал охлаждения поршня
11. Поршневой палец со свободным вращением в верхней головке шатуна и в бобышках поршня
Примечание: определенные классы высоты поршневых пальцев предназначены для завода по сборке двигателей.
Двигатели G9U (720 или 724 или 730 или 750 или 754) с прокладкой ГБЦ толщиной обжатой прокладки 1,21 мм или 1,24 мм
Поршень без канала охлаждения поршня (10) с трапецеидальным пазом (8) для компрессионного кольца
|
|||||||||||||||||||||||||||||||||||||||
|
Примечания |
|||||||||||||||||||||||||||||||||||||||
- Для ремонта двигателя используйте классы высот поршневых пальцев, отмеченные символом *.
- Поставка поршней классов О и R прекращена.
При замене поршня замените штатный поршень поршенем класса 01 или R1 с компрессионным кольцом прямоугольного сечения (допускается одновременное использование двух типов колец на одном двигателе (см. следующую таблицу),
- Установите новую прокладку головки блока цилиндров толщиной 1,24 мм.
Двигатели G9U (630 или 632 или 650) с толщиной обжатой прокладки головки блока цилиндров 1,24 мм
Поршень с каналом охлаждения поршня (10) с трапецеидальным пазом (8) для компрессионного кольца
|
Метка на днище поршня |
Высота пальца Н (мм) |
Толщина ГБЦ (мм) |
|
HI* |
53,05-53,10 |
1,24 |
|
Ml |
53,10-53,15 |
1,24 |
|
Z1* |
53,15-53,20 |
1,24 |
|
и |
53,20-53,24 |
1,24 |
Поршень без канала охлаждения поршня (10) с трапецеидальным пазом (8) для компрессионного кольца
|
Метка на днище поршня |
Высота пальца Н (мм) |
Толщина ГБЦ (мм) |
|
f1* |
53,05-53,10 |
1,24 |
|
j1 |
53,10-53,15 |
1,24 |
|
К1 |
53,15-53,20 |
1,24 |
|
l1 |
53,20-53,24 |
1,24 |

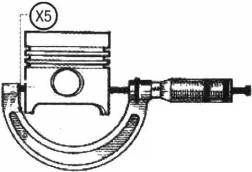
Измерьте диаметр поршня с помощью микрометра на расстоянии (Х5 = 47 мм) от его нижней точки. Диаметр поршня должен составлять 88,80-88,81 мм

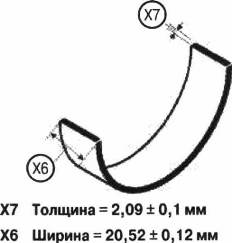
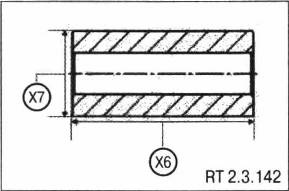
С помощью микрометра проверьте следующие размеры:
- длину (Х6) поршневого пальца, которая должна составлять от 64,7 мм до 65 мм,
- наружный диаметр (Х7) поршневого пальца, который должен составлять от 30,99 мм до 31 мм.

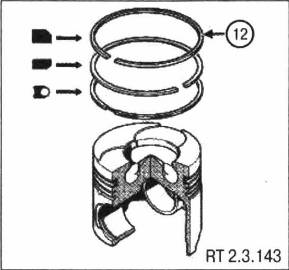
Данные двигатели комплектуются поршнями компрессионными кольцами (12) прямоугольного (9) или трапецеидального (8) сечения, в зависимости от модификации.
Примечание: толщину компрессионных колец с трапецеидальным сечением проверить невозможно.
- Толщина верхнего компрессионного кольца должна составлять от 2,47 мм до 2,495 мм (только для поршней классов 01, N1 Р1, R1 и S1)
- Толщина нижнего компрессионного кольца, которая должна составлять от 1,71 мм до 1,74 мм.
- Толщина маслосъемного кольца должна составлять от 2,47 мм до 2,49 мм.

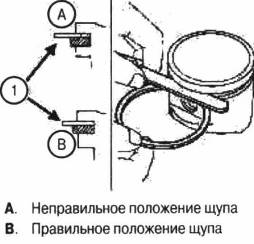
Примечание: измерить зазор между поршнем и верхним компрессионным кольцом трапецеидального сечения невозможно.
С помощью набора щупов (1) измерьте зазор между канавкой на поршне и каждым из колец.
- Зазор между верхним компрессионным кольцом и канавкой должен составлять 0,06-0,11 мм
- Зазор между нижним компрессионным кольцом и канавкой должен составлять 0,06-0,1 мм (для поршней класса Е, F, J, К, L, T,U,W,XhY).
- Зазор между нижним компрессионным кольцом и канавкой должен составлять 0,08-0,12 мм (для поршней класса А, В, С, О, G, N, О, Р, R, S, N1, 01, Р1, R1, S1, Fl, J1, К1, L1, Н1, Ml, Z1 и II).
- Зазор между нижним маслосъемным кольцом и канавкой должен составлять 0,05-0,09 мм
При выходе величин зазоров за указанные пределы замените поршень с поршневым пальцем или поршневые кольца.

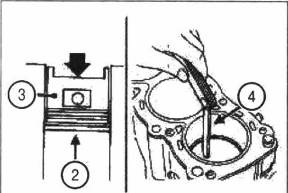
- Установите поршневое кольцо (2) в цилиндр.
- Продвиньте поршневое кольцо (3) до середины цилиндра с помощью поршня.
- Измерьте с помощью набора щупов (4) зазор в замке верхнего компрессионного кольца, который должен быть в пределах 0,2-0,35 мм.
- Измерьте с помощью набора щупов (4) зазор в стыке нижнего компрессионного кольца, который должен быть в пределах 0,5-0,7 мм.
- Измерьте с помощью набора щупов (4) зазор в стыке маслосъемного кольца, который должен быть в пределах 0,25-0,5 мм

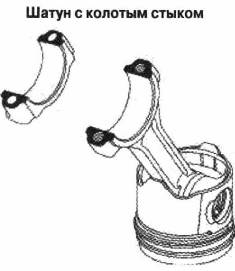
Положение крышки шатуна на корпусе шатуна обеспечивается рельефом поверхности разъема, образующейся при откалывании крышки шатунного подшипника от шатуна.
Наличие повреждений или посторонних предметов между соединительными поверхностями крышки и корпуса шатуна приводит к невозможности правильной сборки шатуна.
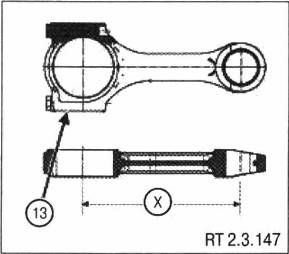
Имеются четыре класса межосевого расстояния между головкой цилиндра и верхней головкой шатуна.
Межосевое расстояние (X) между нижней и верхней головками шатуна (13)
|
Класс |
Межосевое расстояние, мм |
|
5 |
147,8775 ±0,0075 |
|
6 |
147,8925 ± 0,0075 |
|
7 |
147,9075 ± 0,0075 |
|
8 |
147.S225 +0,0075 |
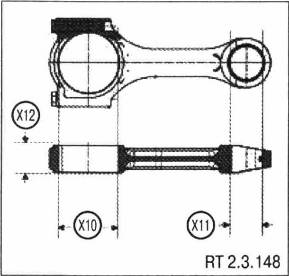
С помощью нутромера проверьте:
- диаметр (Х10) нижней головки шатуна, который должен составлять 56,58756,606 мм,
- диаметр (Х11) верхней головки шатуна, который должен составлять 31,0131,05 мм,
- толщина (Х12) шатуна, которая должна составлять 25,93-25,98 мм.
Примечание: втулки верхних головок шатунов не заменяются.

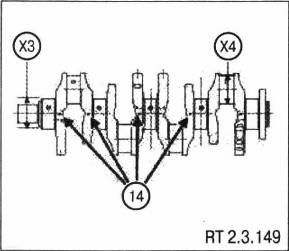
Диаметр (Х4) шатунных шеек равен 52,97-52,99 мм
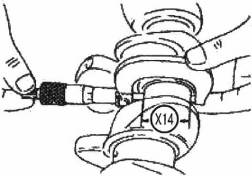
Класс диаметра коренных шеек указан на коленчатом вале с помощью цветовой маркировки (14).
|
Цвет |
Голубая |
Красная |
|
метки |
метка |
|
|
Диаметр |
||
|
коренных |
57,98- |
57,99- |
|
шеек (ХЗ), |
57,99 |
58,00 |
|
мм |

С помощью внешнего микрометра проверьте диаметр (Х13) в средине коренной шейки коленчатого вала (см. таблицу выше).

С помощью внешнего микрометра проверьте диаметр (Х14) в средине шатунной шейки коленчатого вала, который должен составлять 52,97-52,99 мм.

Проверка зазора между коренными шейками коленчатого вала и вкладышами коренных подшипников производится при помощи сминаемого пластикового калибра.
Для проверки узел собирается с уложенным вдоль шейки кусочком пластикового калибра. Крепления затягиваются номинальным моментом.

После этого узел разбирается и измеряется ширина расплющенного калибра. Так как калибр имеет строго определенную форму и толщину, то его ширина после расплющивания точно соответствует его остаточной толщине, которая равна измеряемому зазору. Калибр может быть круглого сечения или иметь форму линейки, клиновидной в поперечном направлении. Как правило, инструкция по пользованию пластиковым калибром имеется в его упаковке.
Величина зазора должна лежать в пределах от 0,040 до 0,075 мм


При замене какой-либо деталей КШМ и ШПГ может нарушиться расстояние от поршня до ГБЦ в положении ВМТ Если расстояние слишком мало, то возможны удары поршня о ГБЦ, которые приведут к серьезному повреждению двигателя. Если это расстояние слишком велико, то уменьшится степень сжатия к двигателя, что приведет к ухудшению его характеристик. Поэтому при замене деталей очень важно правильно подобрать их по размерам.
В данном разделе приведено описание процедуры измерений сопрягаемых размеров блока цилиндров, коленчатого вала, шатуна и поршня. Это описание приведено с целью демонстрации процедуры подбора деталей, производимой в условиях мотороремонтного предприятия сети Renault.
В реальных условиях универсальной СТО или в условиях проведения самостоятельного ремонта двигателя владельцем указанные ниже специализированные приспособления отсутствуют. Поэтому, производя замену деталей КШМ и ШПГ, следует проанализировать, какие именно размеры оказывают влияние на правильное функционирование механизма. В частности, речь идет о расстоянии между днищем поршня и плоскостью ГБЦ, которое должно выдерживаться с высокой точностью. Это расстояние определяется сложением отклонений в размерах всех перечисленных выше деталей. Наиболее оптимальным действием при самостоятельном ремонте двигателя будет выбор деталей из предлагаемых продавцом при покупке запасных частей, наиболее близких по размеру к тем деталям, которые были установлены на двигателе ранее.
Размеры, контролируемые при замене деталей КШМ и ШПГ
|
Для поршня |
Расстояние от оси поршневого пальца до верхней плоскости поршня |
|
Для шатуна |
Расстояние между осями большой и малой головок шатуна |
|
Для коленчатого вала |
Радиус кривошипа и диаметр шатунной шейки |
|
Для блока цилиндров |
Расстояние от оси коренных подшипников до плоскости разъема с ГБЦ |

В описании процедуры указаны коды приспособлений, используемых при сборке и ремонте двигателей на предприятиях Renault.
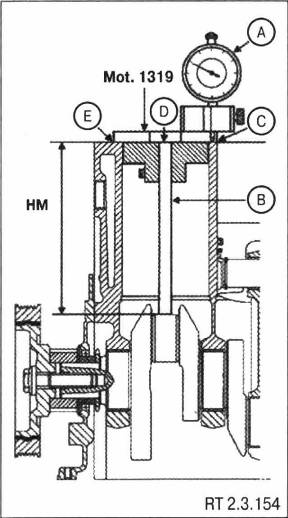
При замене поршней или шатунов определите положение шатунных шеек коленчатого вала по высоте «НМ».
Это необходимо для подбора поршня к шатуну, поставляемому в запасные части, или к прежнему шатуну.
Измерение положения шатунных шеек по высоте производится с помощью приспособлений (Mot. 1319) и (Mot. 1319-01).
Измерение положения шатунных шеек по высоте для 1 -го и 4-го цилиндров:
- заблокируйте коленчатый вал в верхней мертвой точке с помощью фиксатора (Mot. 1536),
- установите приспособление (Mot. 1319) вместо сборки шатун - поршень - вкладыши (используйте соответствующий глубиномер (Mot. 1319-01),
- произведите калибровку индикатора (А) на блоке цилиндров, выведя среднее значение показаний в точках (С) и (Е), затем переместите индикатор со скольжением ножки для определения величины выступания (D) стержня (В).
Измерение положения шатунных шеек по высоте для 2-го и 3-го цилиндров:
- установите шатунную шейку примерно в положение ВМТ,
- установите приспособление (Mot. 1319) (используйте подходящий глубиHoviep(Mot.1319-01),
- откалибруйте индикатор (А) на блоке цилиндров, выведя среднее арифметическое замеров в точках (С) и (Е),
- поместите индикатор против стержня (В),
- поворачивая коленчатый вал, определите ВМТ шатунной шейки и одновременно считайте величину выступания (D) стержня.
Определите положение шатунной шейки по высоте (НМ)
(НМ) определяется как разность длины (В) стержня и выступания (D) стержня.
Пример (размеры даны в мм):
длина стержня В = 177,973 (указана на коробке приспособлений Mot. 1319 и Mot. 1319-01).
|
№ цилиндра |
||||
|
1 |
2 |
3 |
4 |
|
|
Выступание (D), мм |
0,500 |
0,487 |
0,493 |
0,530 |
|
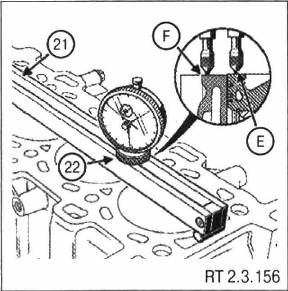
НМ = 177,973 - 0,500= 177,473 для 1-го цилиндра. НМ = 177,486 для 2-го цилиндра. НМ = 177,480 для 3-го цилиндра. НМ = 177,443 для 4-го цилиндра. Примечание: положение шатунных шеек по высоте необходимо также определять в случае замены блока цилиндров или коленчатого вала. Размерный класс поршней определяется по формуле: А = D - Е + 26,9735, где: - А = расстояние между осью отверстия под поршневой палей и днищем поршня, мм, - D = положение шатунной шейки по высоте, мм, - Е = расстояние между осями отверстий головок шатуна, мм. Проверка выступания поршня При замене шатунов, коленчатого вала, блока цилиндров или поршней необходимо всегда проверять, чтобы после установки сборок шатун - поршень выступание каждого поршня по отношению к верхней поверхности блока цилиндров оставалось в пределах допуска. 1. Обезжирьте днища поршней. 2. Установите опорную плиту (19) для измерения выступания поршней |
или рейку для проверки плоскостности головки блока цилиндров (21) на блок цилиндров.
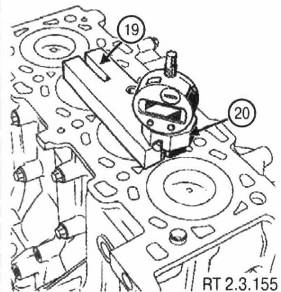
Примечание: замер выполняйте по продольной оси коленчатого вала для того, чтобы исключить зазоры, вызываемые качанием поршня.
3. Переместите поршни цилиндров №1 и N24 в верхнюю мертвую точку.
4. Установите щуп индикатора на поршень в точке (Е).
5. При помощи индикатора определите точку максимального подъема поршня (верхнюю мертвую точку).
Примечание: щуп индикатора не должен находиться в выемке под клапан.
6. Установите индикатор на ноль.
7 Установите щуп индикатора на блок цилиндров в точке (F).
8. Проверьте величину выступания поршня.
Величина выступания поршня для двигателей со штатной толщиной прокладки головки блока цилиндров 1,24 мм должна составлять 0,41 мм-0,54мм.