Проверка шатуна двигателя F9Q760-762
Установите крышки больших головок шатунов и закрепите их винтами.
Затяните моментом 25 Нм и доверните на угол 55' ± 6' винты крепления крышек шатунных подшипников.
С помощью нутромера или штангенциркуля измерьте диаметр нижней головки шатуна каждого шатуна без вкладыша подшипника.
Диаметр нижней головки шатуна должен составлять 51,5965 ± 0,0095 мм.
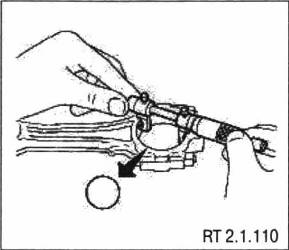
Проверка зазора между шатунными шейками коленчатого вала и вкладышами шатунных подшипников производится с помощью сминаемого пластикового калибра.
Для проверки узел собирается с уложенным вдоль шейки кусочком пластикового калибра. Крепления затягиваются номинальным моментом. После этого узел разбирается и измеряется ширина расплющенного калибра. Так как калибр имеет строго определенную форму и толщину, то его ширина после расплющивания точно соответствует его остаточной толщине, которая равна измеряемому зазору. Калибр может быть круглого сечения или иметь форму линейки, клиновидной в поперечном направлении.
 |
|
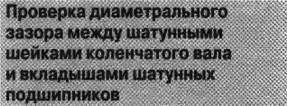
10. Отрезок пластикового калибра |
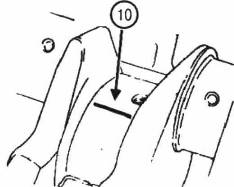
Измерьте сплющивание пластикового калибра с помощью шкалы, нанесенной на упаковку проволоки (11). Сплющивание должно лежать в пределах от 0,125 до 0,484 мм.
Очистите коленчатый вал и вкладыши коренных подшипников от остатков пластикового калибра.
Измерение ширины расплющенного калибра

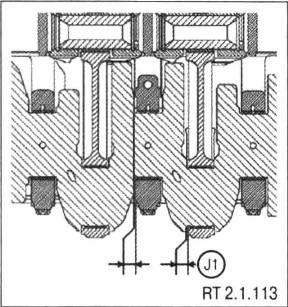
С помощью набора щупов убедитесь в том, что осевой зазор (J1) между шатуном и щеками коленчатого вала лежит в пределах 0,215-0,477 мм
При замене шатунов, коленчатого вала, блока цилиндров или поршней всегда необходимо проверять, чтобы после установки сборок шатун - поршень выступание каждого поршня по отношению к верхней поверхности блока цилиндров оставалось в пределах допуска.
1. Обезжирьте днища поршней.
2 Установите опорную плиту (17) приспособления для измерения выступания поршней или линейку (19) на блок цилиндров.
3 Замер выполняйте по продольной оси коленчатого вала, чтобы исключить зазоры, вызываемые качанием поршня.
4 Установите сборку (18) подставка индикатора - индикатор на опорную плиту (17) или сборку (20) индикатор - стойка на линейку (19).
5. Переместите поршни цилиндров №1 и №4 в верхнюю мертвую точку.
6. Установите щуп индикатора на поршень (А).
7. С помощью индикатора определите точку максимального подъема поршня (верхнюю мертвую точку).

8 Установите стрелку индикатора на ноль.
9 Установите щуп индикатора на блок цилиндров в (В).
10 Проверьте величину выступания поршня, которая должна быть в пределах:
11 Повторите предыдущие шаги для цилиндров №2 и №3.
Примечание: щуп индикатора не должен
находиться в выемке под клапан.